
What are the Top Chemical Reactors?
Chemical reactors are the heart and soul of numerous industrial processes, driving the production of countless products we rely on daily.
From pharmaceuticals to petrochemicals, these reactors play a pivotal role in transforming raw materials into valuable compounds.
In this blog post, we embark on a journey to discover the top chemical reactors that have revolutionized the field of chemistry and engineering. We’ll focus our attention on their unique features, applications, and the impact they have in the industry

Let's Get Started with the List!
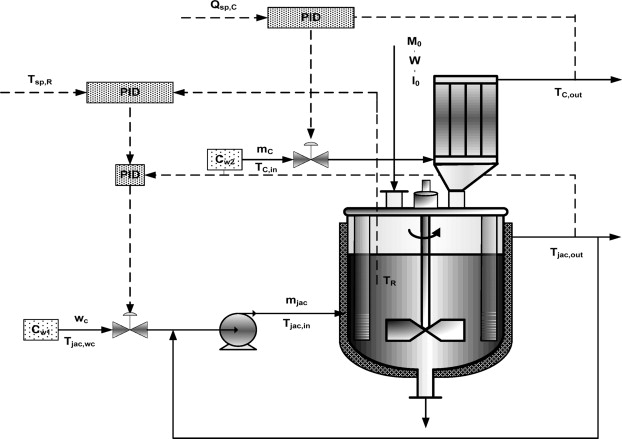
1. Stirred Tank Reactor
Stirred Tank Reactors (STRs) are versatile vessels used in the chemical industry for efficient mixing and a wide range of reactions.
They offer excellent heat and mass transfer, leading to improved reaction rates and product yields.
STRs are scalable, allowing operation at various scales.
They provide precise control over reaction parameters, enhancing selectivity and product quality.
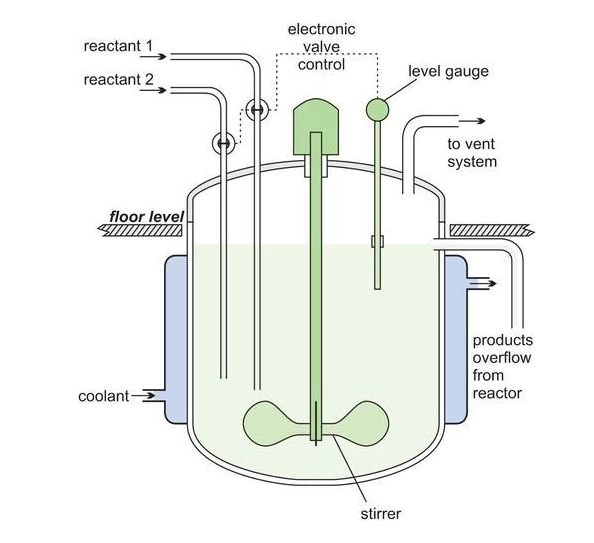
However, dead zones and mechanical stress can be limitations. Strategies such as multiple impellers or baffles can mitigate dead zones.
Regular maintenance and proper impeller selection help manage mechanical stress. Despite limitations, STRs remain popular due to their versatility, scalability, and efficient mixing capabilities.
They find applications in diverse reaction types. Ongoing research aims to improve their performance and reliability.
STRs play a crucial role in driving chemical processes and enabling the production of valuable products. With continued development, STRs are poised to contribute to advancements and innovations in the chemical industry.
2. Tubular Reactors
A tubular reactor is a type of chemical reactor that consists of a long cylindrical tube where chemical reactions take place.
The reactants flow through the tube, usually in a continuous manner, allowing for efficient heat and mass transfer.
Tubular reactors offer several advantages, including high conversion rates, excellent control of reaction conditions, and the ability to handle high-pressure and high-temperature reactions.
However, they also have some drawbacks, such as difficulty in achieving uniform reactant distribution and challenges in managing potential reactor fouling.
These reactors find applications in various industries, including petrochemicals, pharmaceuticals, and specialty chemicals.In the petrochemical industry, tubular reactors are used for catalytic cracking, reforming, and other refining processes.
In pharmaceuticals, they are employed for the production of intermediates and active pharmaceutical ingredients (APIs). Tubular reactors are also utilized in the production of fine chemicals, such as dyes, polymers, and specialty compounds.
The tubular reactor design offers advantages in terms of high conversion rates and precise control over reaction conditions. However, challenges such as uneven reactant distribution and fouling need to be addressed.
Despite these limitations, tubular reactors continue to be widely used in industries requiring efficient and continuous chemical processes. Ongoing research and advancements aim to further optimize the design and performance of tubular reactors for increased productivity and improved reaction outcomes.
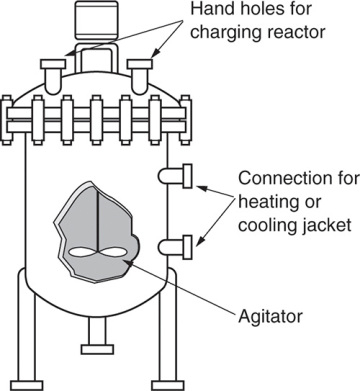
3. Batch Reactors
A batch reactor is a type of chemical reactor where reactions occur in a closed vessel. In this system, reactants are added to the vessel, and the reaction proceeds until it reaches the desired state. Batch reactors offer several advantages, including flexibility in handling different reactions, ease of control, and simple operation.
They are particularly suitable for small-scale production, process development, and reactions requiring specialized conditions. However, batch reactors have limitations such as longer overall process time, lower productivity, and the need for frequent cleaning and setup between batches.
Batch reactors find applications in various industries, including pharmaceuticals, fine chemicals, food processing, and research laboratories. In pharmaceutical manufacturing, batch reactors are commonly used for synthesis, crystallization, and purification of drugs. In the fine chemicals industry, they are employed for producing specialty compounds and intermediates. Batch reactors are also utilized in the food industry for cooking, fermentation, and flavoring processes.
The batch reactor design offers advantages in terms of flexibility and ease of control, making it suitable for a wide range of reactions. However, the longer process time and lower productivity compared to continuous reactors are important considerations. Despite these limitations, batch reactors continue to be widely used in industries requiring small-scale or specialized production. Ongoing research and advancements aim to optimize batch reactor processes for improved efficiency and reduced setup time between batches.
4. Packed Bed Reactors
Packed Bed Reactors are widely used in the chemical industry for various types of reactions.
They consist of a bed of solid catalyst particles or inert material through which reactants flow.
The packed bed provides a large surface area for contact between the reactants and catalyst, promoting efficient reaction kinetics.
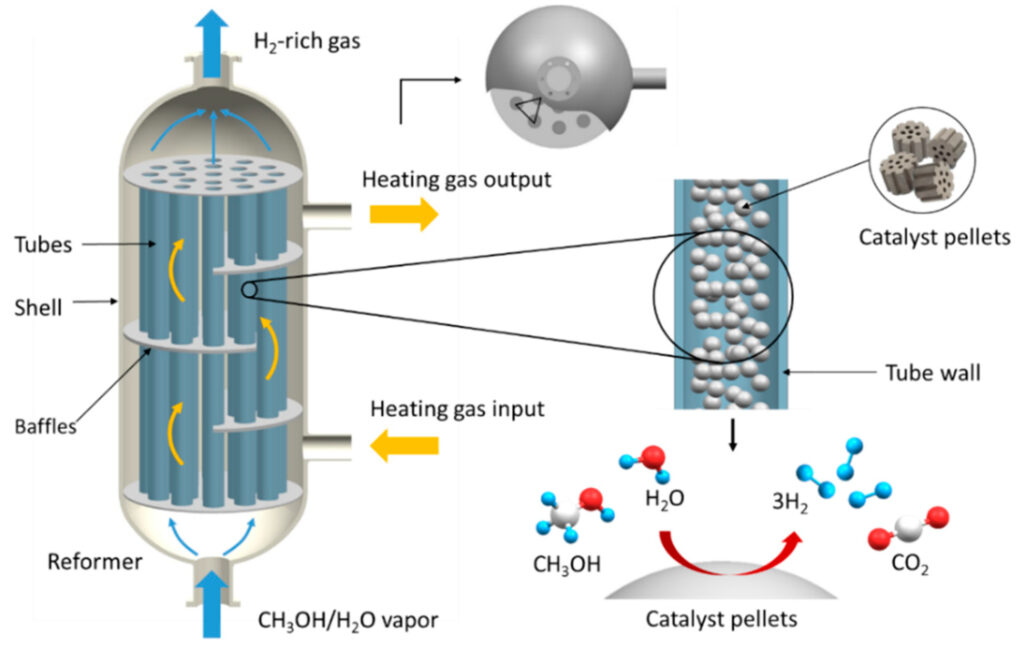
Packed bed reactors offer several advantages. They allow for high conversions and selectivities, thanks to the extensive contact between the reactants and catalyst. The design also facilitates excellent heat and mass transfer, resulting in improved reaction rates and product yields. Packed bed reactors are versatile and can accommodate both exothermic and endothermic reactions. Additionally, they are suitable for continuous operation, enabling steady-state production.
However, there are some limitations to consider. Pressure drop can occur due to the flow of reactants through the packed bed, requiring careful consideration during reactor design. Catalyst deactivation can also be a challenge, as fouling or deactivation of the catalyst particles can occur over time.
Packed bed reactors find applications in numerous industries, including petrochemicals, refineries, pharmaceuticals, and specialty chemicals. They are commonly used for catalytic reactions such as hydrogenation, oxidation, and synthesis of various chemicals and intermediates.
In summary, packed bed reactors provide efficient contact between reactants and catalyst, allowing for high conversions and improved reaction rates. Despite challenges such as pressure drop and catalyst deactivation, they are widely used in industries requiring continuous and efficient chemical processes. Ongoing research focuses on optimizing their design and addressing limitations to enhance their performance in various applications.
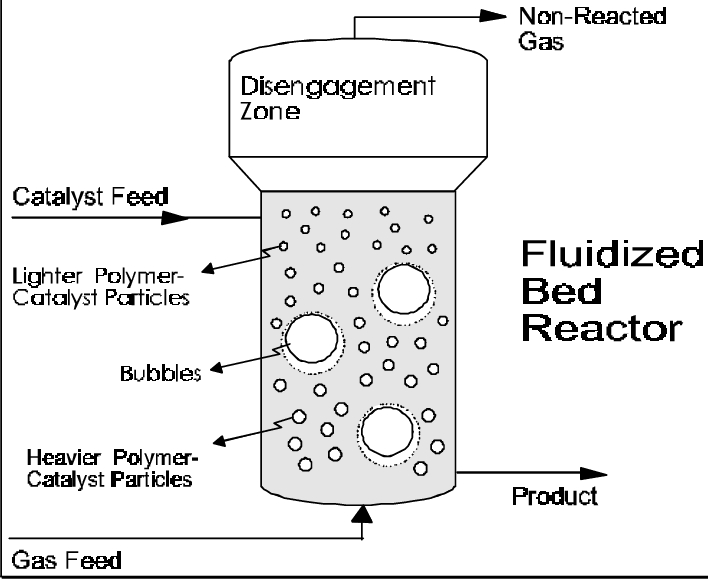
5. Fluidized Bed Reactors
Fluidized Bed Reactors (FBRs) are widely utilized in the chemical industry for efficient and versatile reactions. In FBRs, solid particles are suspended and fluidized by an upward flow of gas, creating a “fluidized bed” that facilitates excellent mixing and heat transfer.
FBRs offer several advantages. The fluidized bed allows for high contact between reactants and catalyst, resulting in enhanced reaction rates and improved selectivity. The uniform temperature distribution in the bed minimizes hot spots and ensures better heat transfer. FBRs also provide good control over reaction conditions and allow for easy scale-up.
However, there are some disadvantages to consider. FBRs can be prone to particle attrition or elutriation, leading to catalyst loss and potential contamination. Managing the gas-solid separation and maintaining the desired fluidization regime can be challenging.
FBRs find applications in various industries, including petroleum refining, petrochemicals, and chemical synthesis. They are commonly used for catalytic cracking, hydrocracking, gasification, and combustion processes. The versatile nature of FBRs enables the handling of a wide range of reactions, including fluidized bed coating and granulation in pharmaceutical and food processing industries.
In summary, Fluidized Bed Reactors offer efficient mixing, heat transfer, and scalability for various reactions. While challenges like particle attrition and gas-solid separation exist, FBRs continue to play a significant role in industries requiring versatile and efficient chemical processes. Ongoing research aims to further optimize FBR design and operation to enhance their performance in different applications.
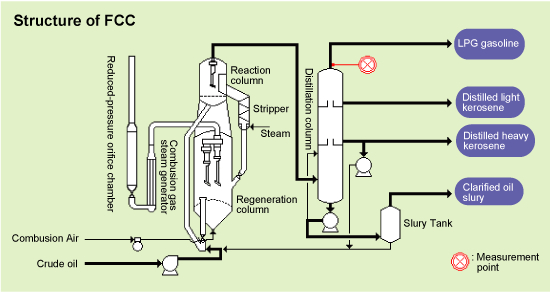
6. Fluid Catalytic Cracker
The Fluid Catalytic Cracker (FCC) is a key unit in petroleum refineries that plays a crucial role in converting heavy petroleum fractions into valuable lighter products. It operates as a fluidized bed reactor using a catalyst to facilitate the cracking process. The FCC process breaks down larger hydrocarbon molecules into smaller, more useful molecules such as gasoline, diesel, and light olefins.
The advantages of the FCC process include its high conversion rates, flexibility in processing various feedstocks, and production of valuable high-demand products. The FCC unit can handle a wide range of feedstocks, including heavy oils and residues, and convert them into lighter, more valuable products. It also helps in upgrading the quality of gasoline and maximizing the production of high-value light olefins.
However, there are some disadvantages associated with the FCC process. It requires a constant supply of fresh catalyst and involves managing the catalyst’s activity, stability, and regeneration. Catalyst deactivation due to factors like metal contaminants and coke deposition can impact the process performance. Additionally, the FCC process requires a complex setup and operating conditions, which can increase operational and maintenance costs.

The FCC process is extensively used in the petroleum refining industry, enabling the production of gasoline, diesel, and petrochemical feedstocks. It is a vital component in refineries, contributing to meeting the growing demand for transportation fuels and valuable petrochemical products.
In summary, the Fluid Catalytic Cracker is a crucial unit in petroleum refineries that converts heavy hydrocarbons into valuable lighter products. It offers high conversion rates, processing flexibility, and product diversification. However, catalyst management and process complexity are challenges. The FCC process serves as a backbone in the petroleum refining industry, ensuring the production of essential fuels and feedstocks for various industries.
More into Reactors?
Check out this course! We cover the most relevant Chemical Reactors used in the Industry!
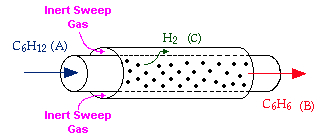
7. Membrane Reactor
A Membrane Reactor is an innovative type of reactor that combines chemical reactions with membrane separation. It integrates a catalytic reaction zone with a selectively permeable membrane, allowing for simultaneous reaction and separation.
The membrane acts as a barrier, selectively permeating specific molecules, and helps to drive the reaction towards completion.
The advantages of Membrane Reactors include enhanced reaction rates, improved product selectivity, and the ability to perform difficult reactions. The selective separation of reactants and products through the membrane reduces unwanted side reactions, leading to higher yields of desired products. Membrane Reactors also enable continuous operation, improving process efficiency and reducing the need for downstream separation steps.
However, there are some limitations to consider. Membrane fouling and degradation can affect the performance of Membrane Reactors and require regular maintenance. The design and optimization of the membrane material and configuration can be challenging and costly.
Membrane Reactors find applications in various industries, including petrochemicals, pharmaceuticals, and fine chemicals. They are used for reactions such as hydrogenation, dehydrogenation, oxidation, and aromatization. Membrane Reactors are particularly beneficial in reactions involving equilibrium-limited reactions, high-value products, or the removal of reaction by-products.
In summary, Membrane Reactors offer advantages such as improved reaction rates, product selectivity, and continuous operation. While challenges like membrane fouling and design complexity exist, they find applications in industries requiring enhanced reaction control and separation efficiency. Ongoing research aims to optimize membrane materials and configurations to further improve the performance and expand the applications of Membrane Reactors.
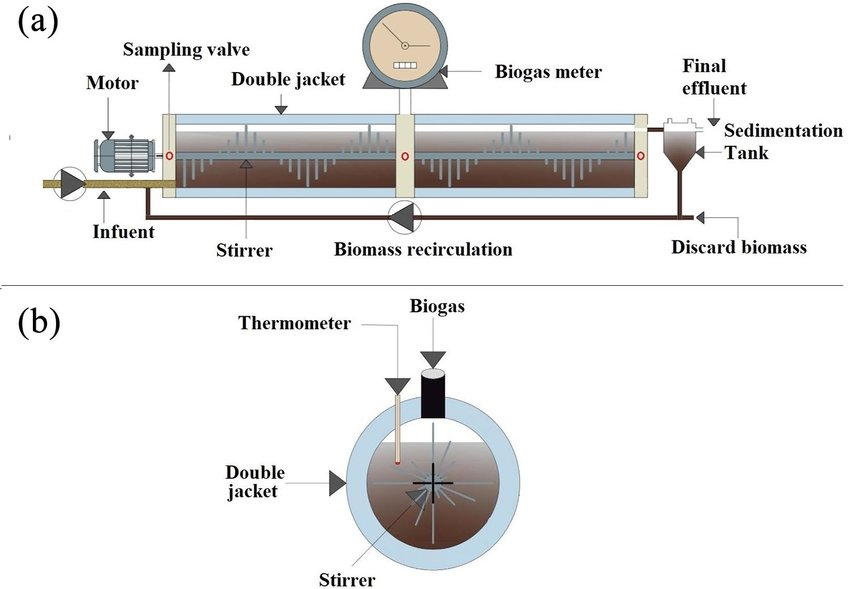
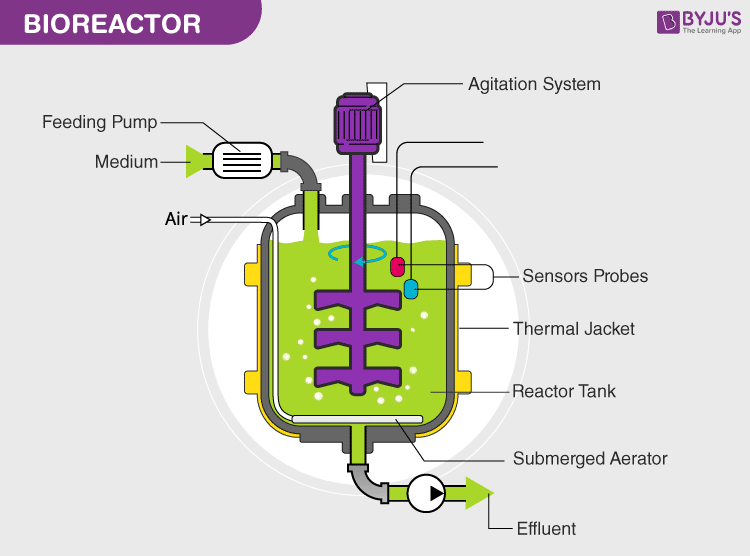
8. Bioreactor
A bioReactor is a specialized device used to cultivate and control the growth of microorganisms, cells, or tissues in a controlled environment. It provides optimal conditions such as temperature, pH, oxygen levels, and nutrient supply to support the growth and production of desired biological products.
The advantages of bioReactors include precise control over growth conditions, scalability, and the ability to optimize production. They enable the cultivation of a wide range of organisms, from bacteria and yeast to mammalian cells and tissue cultures. bioReactors can be designed for batch, fed-batch, or continuous operation, allowing for process optimization and improved productivity. They are essential tools in biotechnology, pharmaceuticals, food and beverage, and biofuel industries.
However, there are some disadvantages to consider. BioReactors require careful monitoring and control of growth parameters to prevent contamination and ensure optimal cell growth. Scaling up from laboratory-scale to large-scale production can be challenging due to factors such as mass transfer limitations and the need for sterile conditions. Additionally, the cost of bioReactors and associated equipment can be high, making them more suitable for commercial-scale production.

BioReactors find applications in various industries, such as the production of enzymes, antibiotics, vaccines, biofuels, and bioplastics. They are also used in research and development to study cell behavior, optimize fermentation processes, and develop novel biotechnological products.
In summary, bioReactors provide controlled environments for the growth and production of microorganisms and cells. They offer advantages in terms of precise control, scalability, and process optimization. However, challenges such as contamination control and scaling up exist. bioReactors play a vital role in biotechnology and related industries, contributing to the production of diverse biological products and advancements in the field of biotechnology.
9. Polymer Reactor
A Polymer Reactor is a specialized vessel used for polymerization reactions to produce polymers with desired properties. These reactors allow for the controlled combination of monomers to form long-chain macromolecules. Polymer reactors come in various designs, including batch, semi-batch, and continuous reactors, depending on the scale and requirements of the polymer production process.
The advantages of Polymer Reactors include the ability to tailor polymer properties, high production capacity, and improved process efficiency. Polymerization reactions can be customized to achieve specific molecular weights, chain structures, and desired characteristics of the resulting polymers. Polymer reactors enable large-scale production, ensuring high productivity and meeting industrial demands.

Continuous polymer reactors offer uninterrupted operation, leading to improved product consistency and efficiency.
However, there are challenges associated with Polymer Reactors. Heat transfer and temperature control must be carefully managed to prevent undesirable side reactions or polymer degradation. Reactor fouling due to polymer deposits can reduce efficiency and necessitate maintenance.
Polymer Reactors find extensive use in industries such as plastics, rubber, fibers, coatings, and packaging. They are essential for manufacturing a wide range of polymer products, including plastic bottles, automotive parts, textiles, films, and adhesives.
In summary, Polymer Reactors are instrumental in the production of polymers with tailored properties and high production capacity. Despite challenges related to heat transfer and fouling, they play a crucial role in various industries requiring large-scale polymer production. Ongoing research aims to optimize reactor design and operation, leading
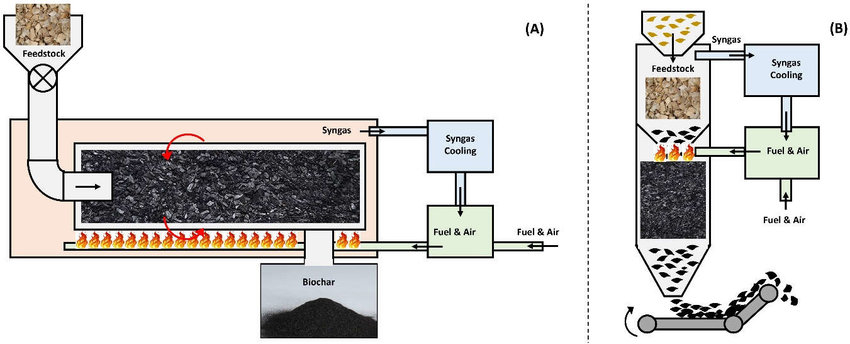
10. Pyrolisis Reactor
A Pyrolysis Reactor is a specialized vessel used to carry out the process of pyrolysis, which involves the thermal decomposition of organic materials in the absence of oxygen. The reactor facilitates the conversion of biomass, waste plastics, tires, or other organic materials into valuable products such as biofuels, gases, and carbon black.
The advantages of Pyrolysis Reactors include the production of renewable fuels and energy from waste materials, as well as the potential for reducing greenhouse gas emissions and waste disposal issues. Pyrolysis offers a more sustainable alternative to traditional incineration or landfilling methods. It enables the recovery of valuable resources from waste streams and can contribute to a circular economy
However, there are challenges associated with Pyrolysis Reactors. Ensuring optimal operating conditions, such as temperature and residence time, is crucial to achieving desired product yields and quality. The presence of impurities in the feedstock can affect the process efficiency and product quality. Moreover, the capital investment and operating costs of pyrolysis systems can be significant.
Pyrolysis Reactors find uses in various industries, including waste management, renewable energy, and the production of biofuels and specialty chemicals. They provide a sustainable solution for converting organic waste into valuable products, reducing dependence on fossil fuels, and mitigating environmental impact.
In summary, Pyrolysis Reactors offer a promising approach for converting organic waste materials into valuable products, contributing to a circular economy and reducing environmental pollution. Despite challenges related to process optimization and cost, they find applications in industries focused on waste management, renewable energy, and resource recovery. Ongoing research aims to further improve pyrolysis technology and optimize its efficiency for a more sustainable future.
More into Reactors?
![[COURSE] - CRE - Banner](https://chemicalengineeringguy.com/wp-content/uploads/elementor/thumbs/COURSE-CRE-Banner-1-q7l2hd37o768s8zrdv1pjjq9s6y4fs7120uoemizoq.png "[COURSE] – CRE – Banner")
Check out this Chemical Reactor Engineering Bundle. It contains:
- Isothermal Design
- Rate Data Research & Analysis
- Multiple Reaction Design
- Heterogeneous vs. Homogeneous
- Non-Isothermal Design
- Non-Ideal Reactors
- Microreactors
- More courses!
I hope that you enjoyed the blog post! Let me know if I missed any chemical reactor that you think should be in the list!
Let me know in the comments or via e-mail!